






Вы знаете кого-нибудь, кому это может быть интересно? 
Отечественный производитель арматуры, клапанов и заслонок в течение длительного времени сталкивался с проблемой эффективной покраски арматуры.
Арматуре требуется толстый слой эпоксидной порошковой краски и одновременно требуется прозрачный слой полиэфирной краски для обеспечения стойкости к УФ-излучению.
| Клиент | Jihomoravská armaturka spol. s r.o. (dnes VAG) |
| Год реализации | 2015 |
| Технология |
|
До сих пор покраска проводилась по отдельности: Проводилось нанесение эпоксидного слоя во флюидном слое, запекание краски и нанесение полиэфирной краски в покрасочной кабине. Этот процесс требовал длительного времени и требовал манипуляций с изделием, проводившихся вручную.
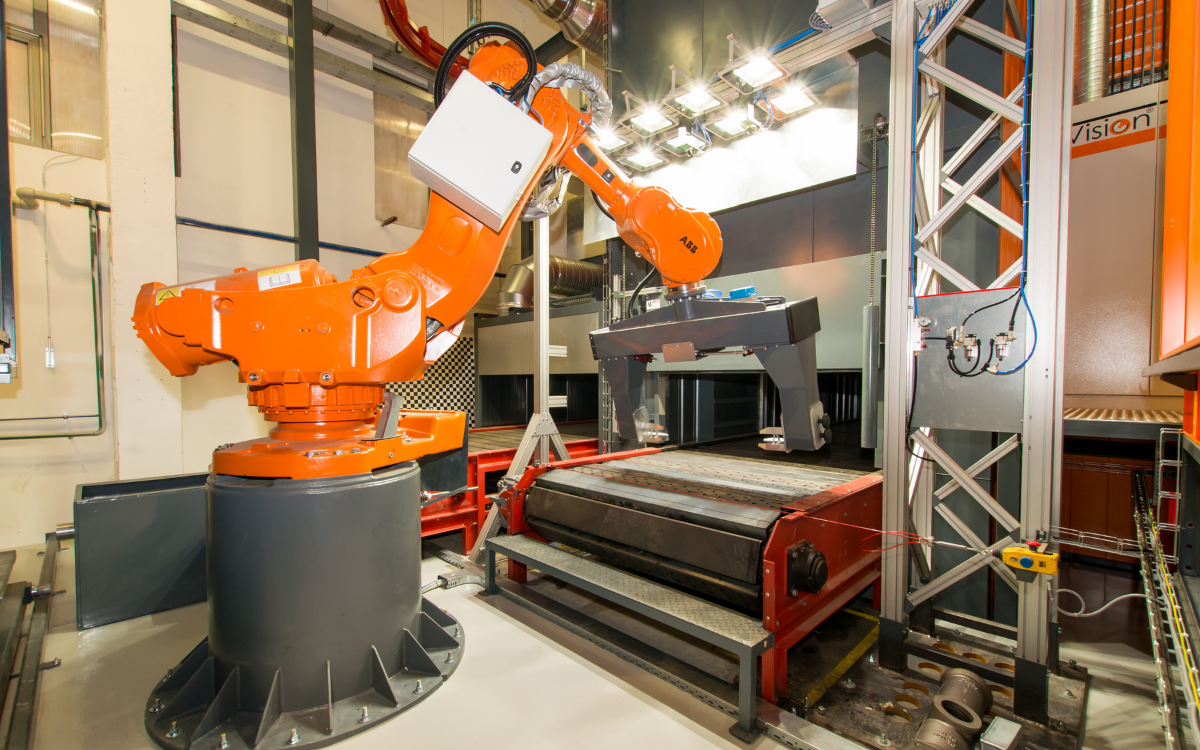
Мы спроектировали новый покрасочный цех с упором на автоматические манипуляции с заготовкой, а также также запекание эпоксидной и полиэфирной краски в один прием. Проект лакировочного цеха сопровождался имитацией и тестированием манипуляций с изделием весом 140 кг.
В ходе реального производственного процесса производственный цикл и манипуляции производятся следующим образом:
Робот погружает изделие во флюидный слой и после этого подвешивает его автоматически на подвесной конвейер, который перемещает изделие в кабину для ручной покраски. После покраски изделие помещается в печь для полимеризации, в которой происходит отверждение обоих порошковых слоев. После охлаждения изделие снимается при помощи оборудования для манипуляций.
Данная автоматическая работа оборудования соответствует требованиям к сертификации GSK изделий для питьевой воды.
Показать больше информации - Линии покраски
Изобразить изделиеВы знаете кого-нибудь, кому это может быть интересно?