V posledních letech jsme se u našich zákazníků setkávali s požadavkem na zlepšení vlastností železitého fosfátu, především z hlediska snadnější údržby linky během výměny lázní.
U klasických přípravků pro železité fosfátování totiž dochází k tvorbě fosfátu nejen na povrchu předupravovaných železných nebo ocelových dílů, ale také v jejich bezprostředním okolí, čímž dochází k tvorbě kalu, který působením gravitace sedá ke dnu lázně. Ne vždy, především z důvodu prostorových možností, je však možné udělat vanu tak, aby byla přístupná na všech místech a dala se tak důkladně vyčistit. Po vyčerpání životnosti staré lázně je nutné odstranit kal ze dna a to bývá občas z důvodu omezeného přístupu docela problém. V místech s vyšší teplotou, kde to lze pozorovat nejlépe, ale i v ostatních částech zařízení, dochází také ke tvorbě pevných fosfátových úsad, které je mechanicky obtížné odstranit. Proto se zpravidla v určitém časovém intervalu provádí chemické čištění, většinou roztoky na bázi anorganických kyselin.
Našim zákazníkům jsme donedávna mohli v případech, kdy se chtěli kalu a nárostů vyvarovat, nabídnout technologii ENVIROX EP (tzv. „zirkonové fosfátování), která je založena na přípravku Alfipas 752 a funguje na bázi zirkonia a oproti klasickému železitému fosfátu nejen, že netvoří kal, ale je také schopna vytvořit ochrannou antikorozní vrstvu na všech běžně lakovaných typech kovových materiálů. U železa lze pak dosáhnout zhruba dvojnásobné korozní odolnosti v neutrální solné mlze. Technologii lze provozovat v klasických třístupňových linkách na předúpravu železa a oceli. I tato technologie má však svá specifika a není vhodná do všech provozů. Je totiž náchylnější na technologickou kázeň, obzvláště z hlediska nedodržování časů expozice vlivem zastavování dopravníku. I na tomto se však pracuje, inovovaná technologie nyní prochází testováním a věřím, že v dohledné době se na toto téma dočkáte samostatného článku.
Jsou ale i zákazníci, kteří vyšší korozní odolnost předupravených dílů nepotřebují, technologie železitého fosfátování jím vyhovuje z hlediska její vysoké stability a odolnosti vůči různým technologickým nešvarům. Zároveň by však ocenili, kdyby se jim usnadnila již výše zmiňovaná údržba předúpravy. Proto jsme vyvinuli nový typ přípravku s názvem ITS 1118, který si popíšeme v následujících odstavcích.
Pojďme se nejdříve zaměřit na to, jaké jsou oproti konvenční technologii rozdíly a výhody. Jak jsme si již říkali, klasické železité fosfátování má tu nevýhodu, že během chemické reakce vytváří kal a pevné inkrusty na zařízení. Nový typ přípravku díky rozdílnému složení tvoří kalu výrazně méně a redukuje také tvorbu pevných úsad, zařízení stačí vypláchnout vysokotlakou myčkou (wap). Díky těmto vlastnostem dochází nejen k daleko jednoduššímu čištění zařízení během výměny lázní, ale také k delší životnosti lázně. Zároveň se však zachovaly výhody železitého fosfátování z hlediska nenáročnosti na technologickou kázeň a nízké provozní náklady, které se díky zmíněným výhodám ještě výrazně snížily.
Přípravek prošel několikaměsíčním testováním u jednoho z našich zákazníků a tak máme k dispozici spoustu reálných dat a poznatků z praxe. Pojďme si projít ty nejzajímavější.
- Poznatkem, který nás velice mile překvapil, je schopnost odmastit silně zaolejovaný plechový materiál již při koncentraci přípravku okolo 5 g/l, teplotě 35 ̶ 45 °C, tlaku do 1 bar a době expozice cca 2 minuty.
- Z několikaměsíčního testování se nám zatím ukázaly velice příznivé provozní náklady. Předúpravou v době testování projelo zhruba 330 tisíc m² materiálu, ze spotřeb přípravku během testování pak vychází průměrná spotřeba cca 1,8 g/m². Což při přepočtu na peníze znamená náklady okolo 0,10 Kč/m². Zde je však v potřebu brát v úvahu fakt, že u některých typů dílů je chemická spotřeba menší než spotřeba výnosem lázně na dílu. Nedá se tedy zobecňovat, každý provoz je unikátní, to stejné platí i pro samotné díly.
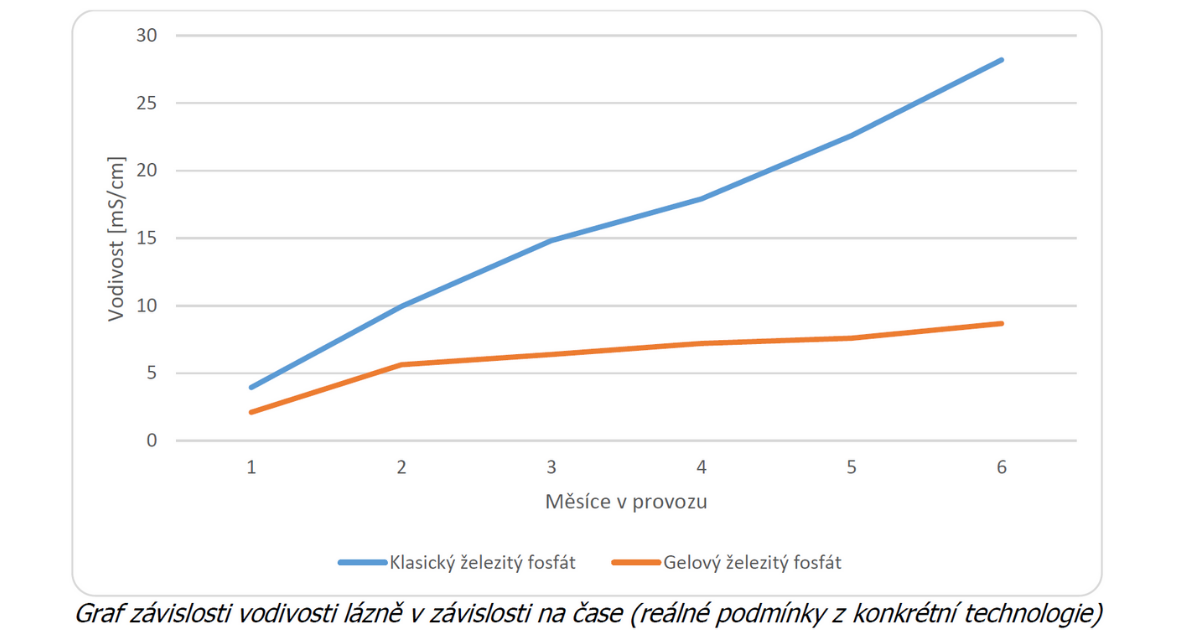
- Oproti klasickému železitému fosfátu se projevila daleko větší stabilita lázně z hledisku poměru vodivosti a koncentrace přípravku. V klasické technologii se pro udržení požadovaného pH se zvyšujícím znečištěním lázně musí dávkovat čím dál více přípravku, čímž roste jeho koncentrace. Během testu se oproti původnímu přípravku rychlost nárůstu vodivosti snížila přibližně třikrát, přičemž koncentrace lázně se drží stabilně na požadovaných hodnotách bez viditelného nárůstu.
- Přestože je přípravek ve skupenství gelu, je možné jej dávkovat běžnými dávkovacími čerpadly. V našem případě máme ověřenu funkčnost i u čerpadla o výkonu 0,74 l/hod při nastavení na 30 % (minimum doporučené výrobcem z důvodu zavzdušňování dávkovací hlavy) a hadičce o vnitřním průměru 4 mm.
- Oproti konkurenčním přípravkům tento typ gelového fosfátu netrpí neduhem rozdělování fází, se kterým se na lakovnách běžně setkáváme. Ani u více než rok starého balení nedošlo k žádným pozorovatelným změnám. Při rozdělení fází je problémem nadávkovat světlejší fázi ze dna, protože je výrazně hustější a lepivější než fáze nad ní.
Přípravek rozdělením fází také přichází o některé ze svých vlastností. Tomu se však v našem případě podařilo speciálním výrobním postupem zabránit.
Věřím, že uvedené informace k procesu chemické předúpravy železitým fosfátováním gelového typu pro Vás byly zajímavé, protože je tato technologie v našem portfoliu poměrně nová a dosud ji na CZ a SK trhu nabízel pouze jeden z dodavatelů. V případě Vašeho zájmu o více informací k této problematice budu velmi rád, pokud se na naši společnost s jakýmkoliv dotazem obrátíte.
Ing. Tomáš Pidima, obchodní manažer (Severní Morava a východní Čechy)