Tuzemský výrobce armatur, ventilů a šoupátek se dlouhodobě potýkal s problémem, jak efektivně lakovat armatury.
Lakování epoxidovou práškovou barvou
Ty potřebují silnou vrstvu epoxidové práškové barvy a zároveň vyžadují transparentní vrstvu polyesterové barvy pro zajištění odolnosti vůči UV záření. Dosud lakování probíhalo separátně: Došlo k nanesení epoxidové vrstvy ve fluidním loži, vypálení barvy a k aplikaci polyesterové barvy v lakovací kabině. Tento proces trvá dlouhý výrobní čas a vyžaduje ruční manipulaci s výrobkem.
Vypálení epoxidové a polyesterové barvy
My jsme navrhli novou lakovnu s důrazem na automatickou manipulaci s dílem a zároveň vypálení epoxidové a polyesterové barvy v jednom kroku. Návrh lakovny provázely simulace a testy manipulace s výrobkem o hmotnosti 140 kg.
Jak to vypadá v praxi
V reálném provozu probíhá výrobní cyklus a manipulace s dílem takto:
- nakládka výrobku manipulátorem,
- nahřátí výrobku,
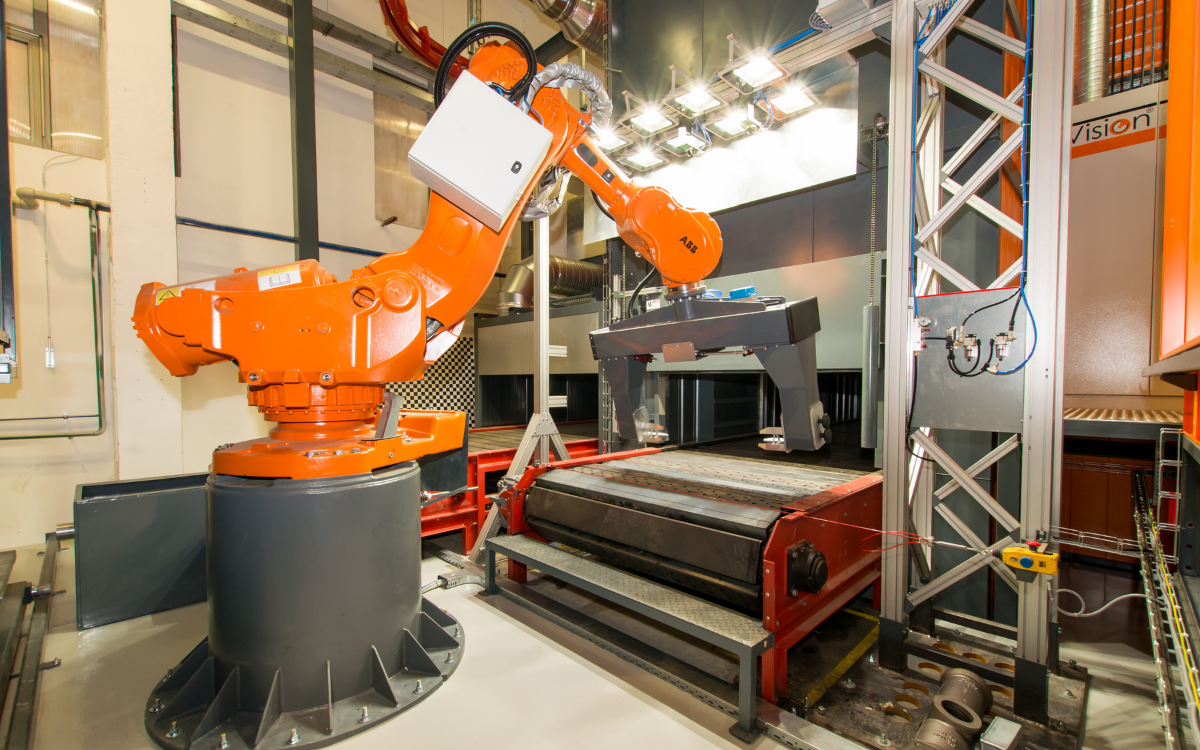
- rozeznání nahřátého dílu na podlahovém dopravníku kamerou,
- odebrání výrobku robotem.
Lakovací robot výrobek ponoří do fluidního lože a následně jej automaticky zavěsí na podvěsný dopravník, který výrobek zaveze do ruční kabiny k nalakování. Po nalakování je výrobek zavezen do vypalovací pece, ve které dojde k vytvrzení obou práškových barev. Po ochlazení je výrobek opět svěšen manipulačním zařízením.
Tento automatický provoz splňuje požadavky na certifikaci GSK pro výrobky na pitnou vodu.